Por dentro da fábrica
01. Corte do Lacquer

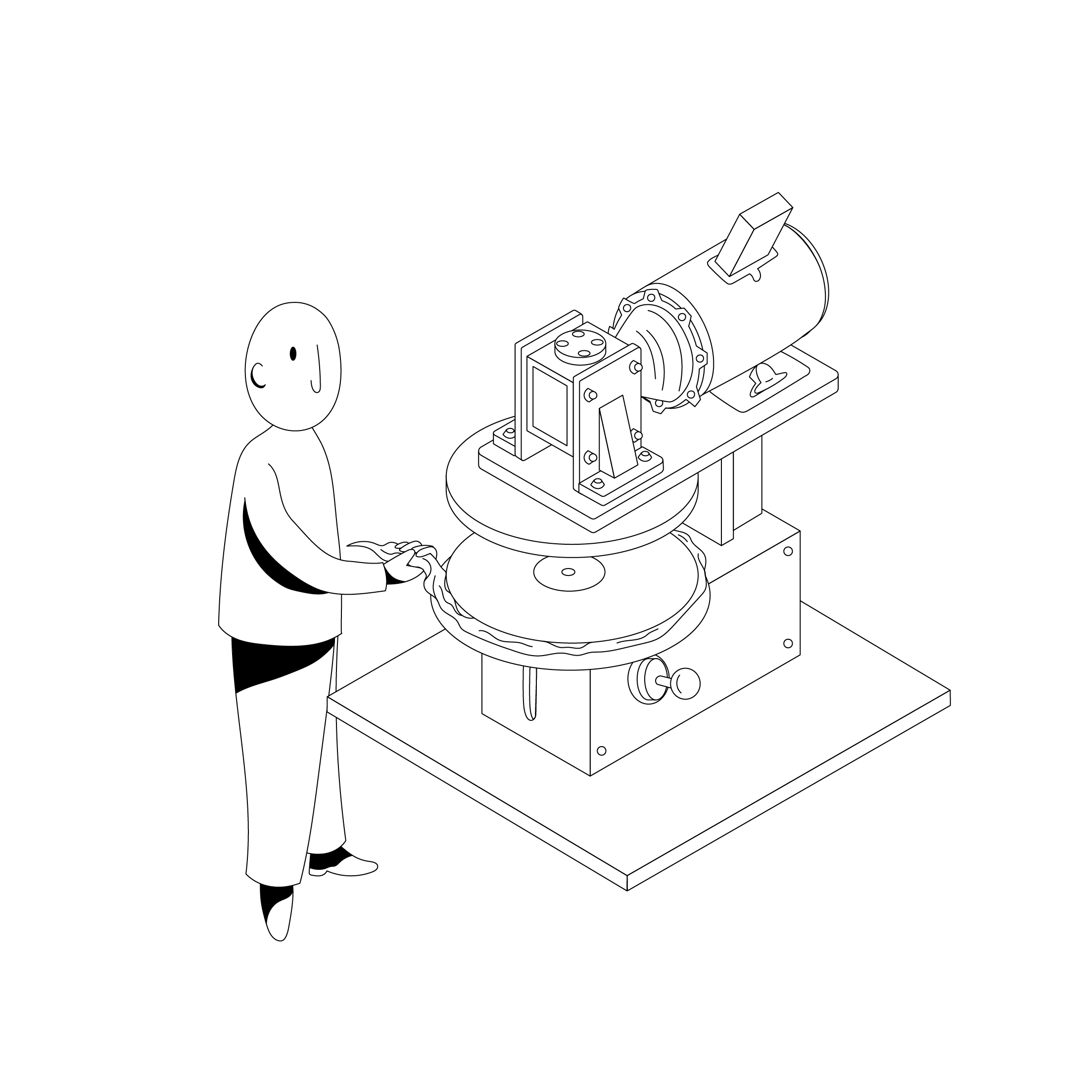
02. Galvanoplastia
03. Instalação dos Stampers na Prensa
04. Preparo do Composto de PVC
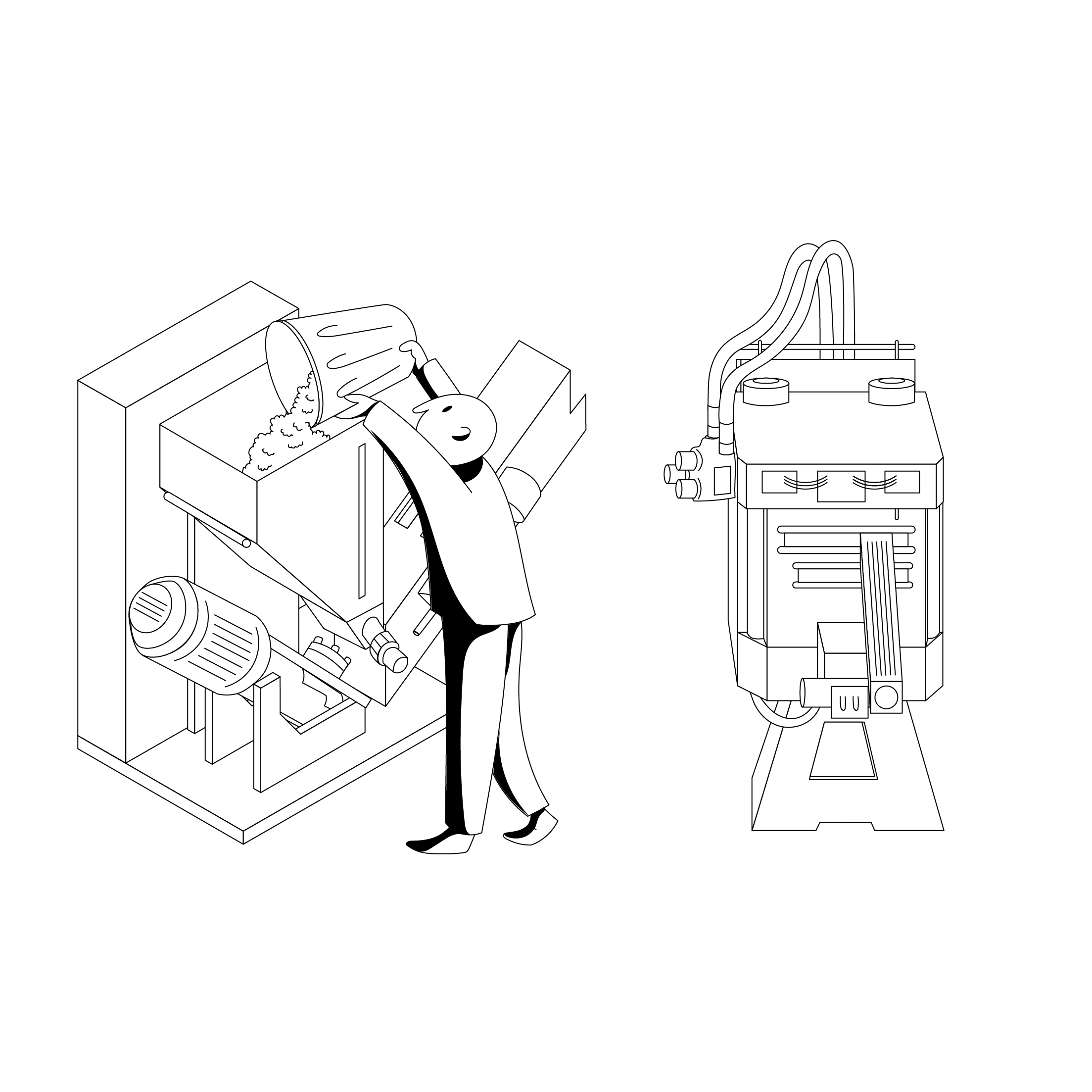
05. Alimentação da Extrusora
06. A Extrusão
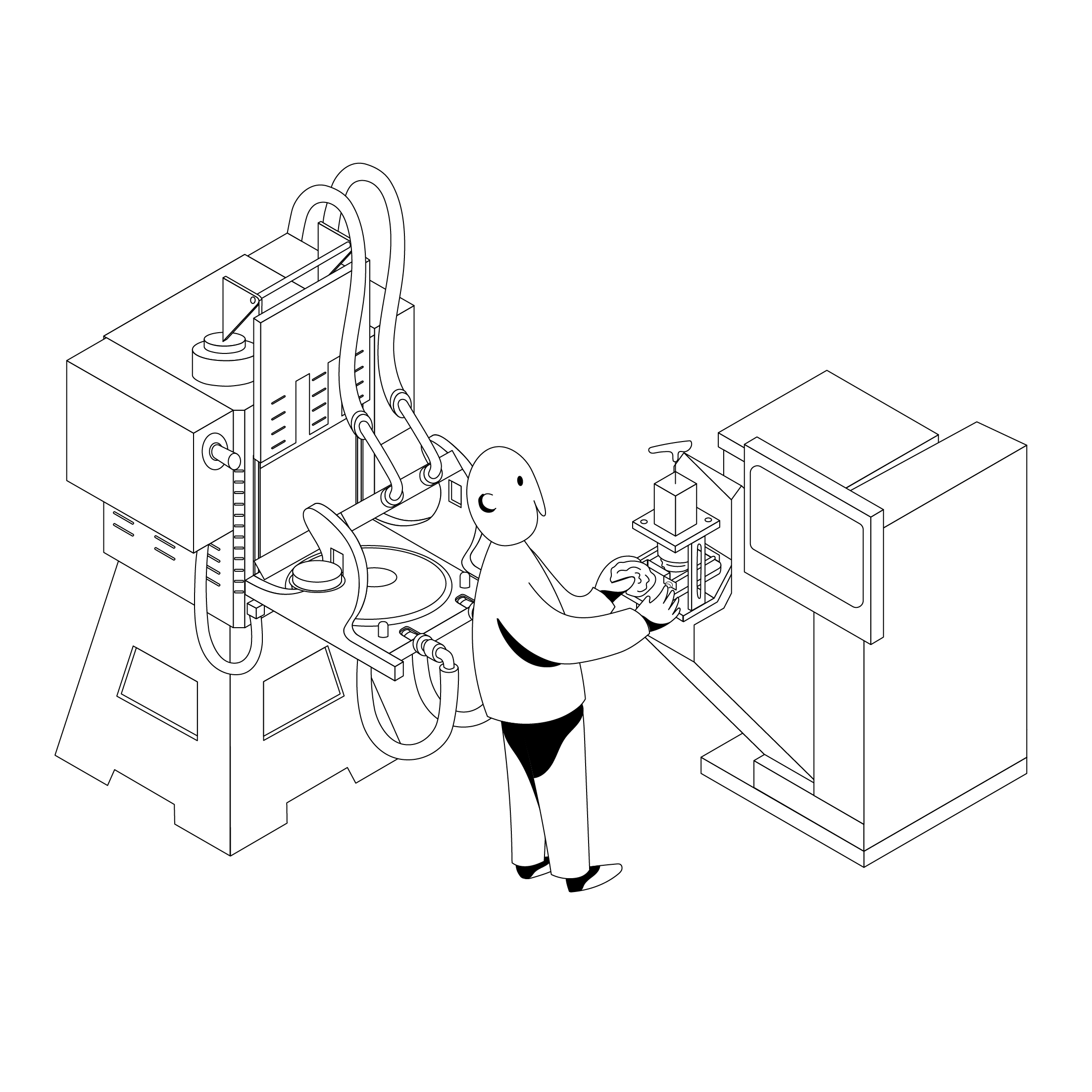
07. A Prensagem
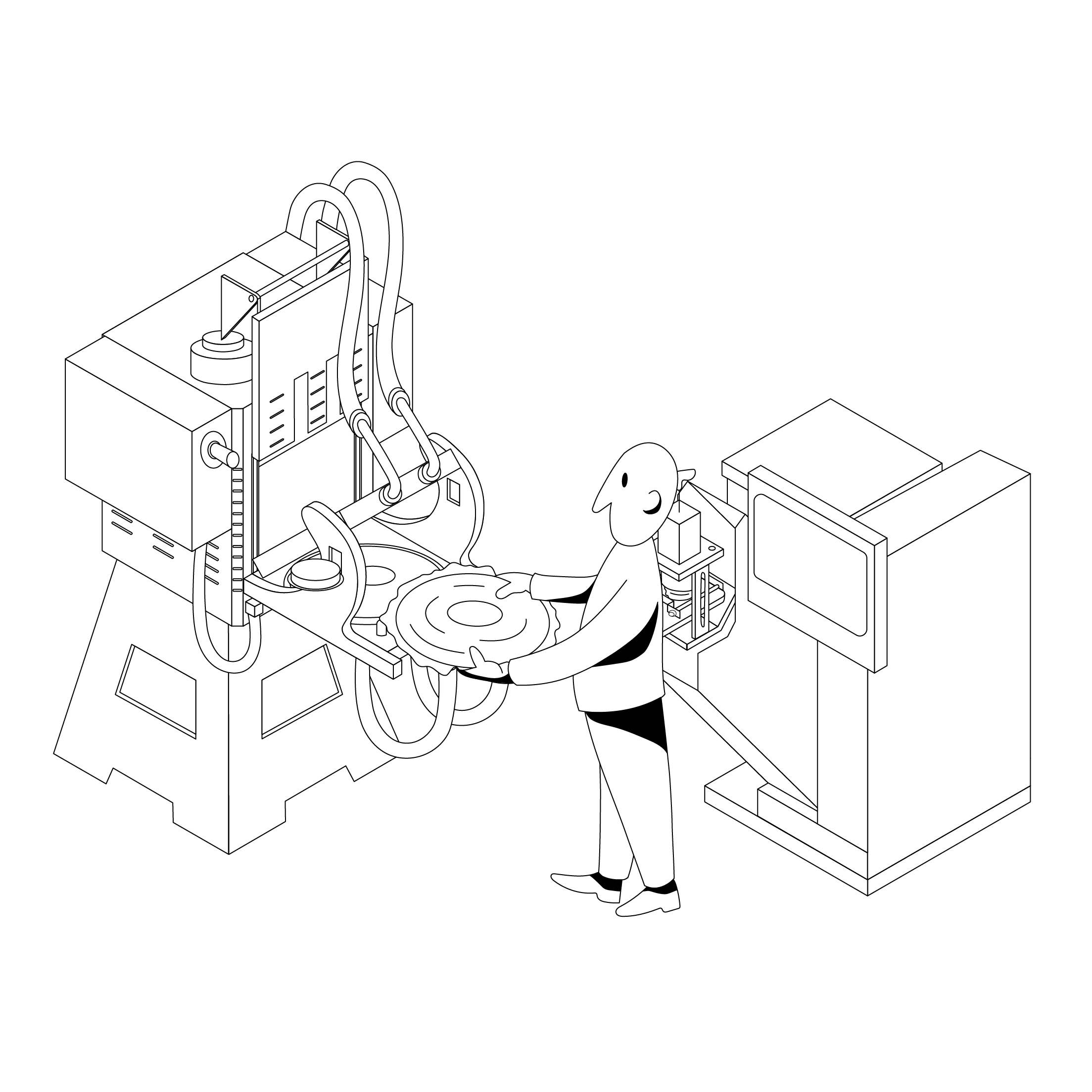
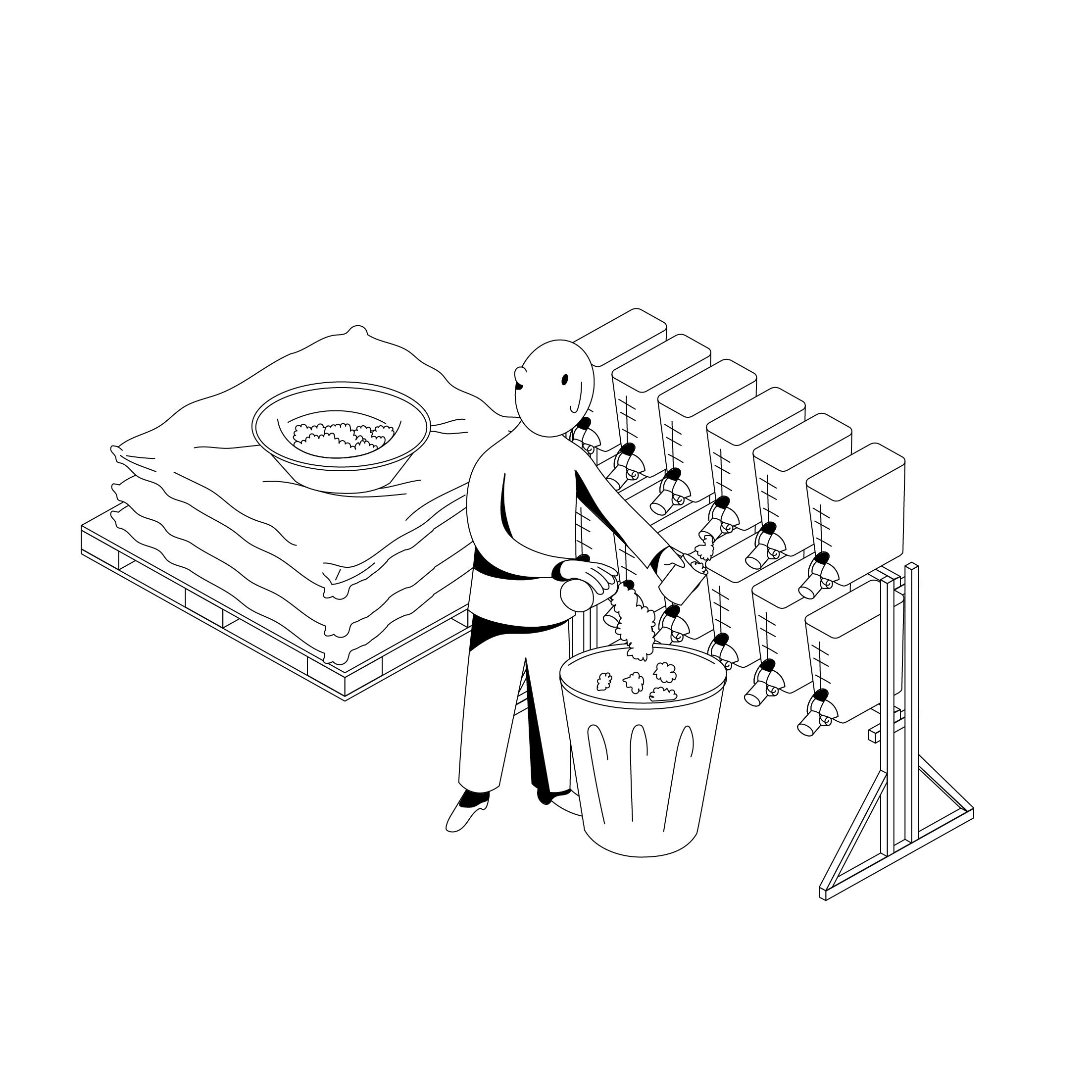
08. Remoção das Aparas
09. Avaliação de Áudio

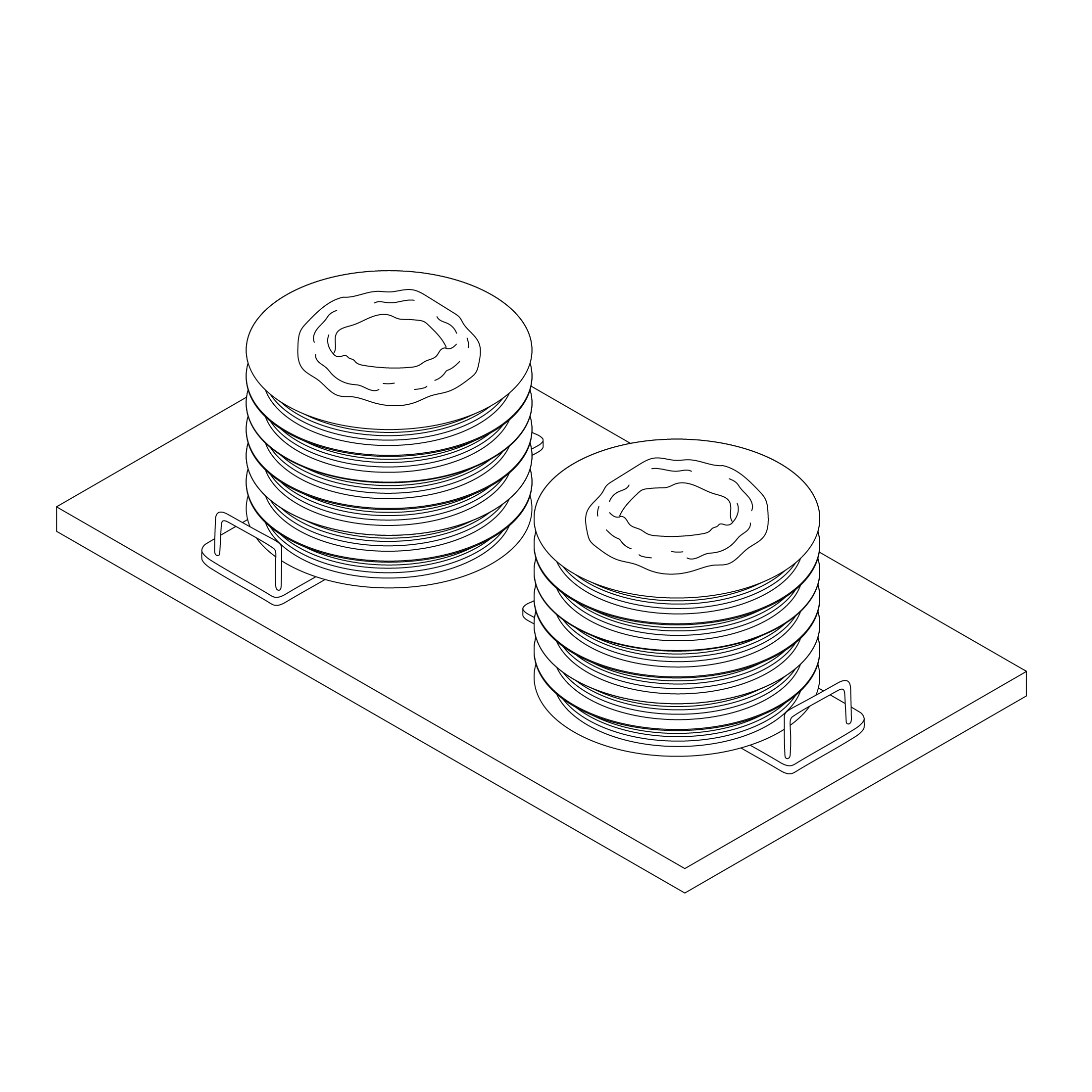
10. Descanso em Bandejas
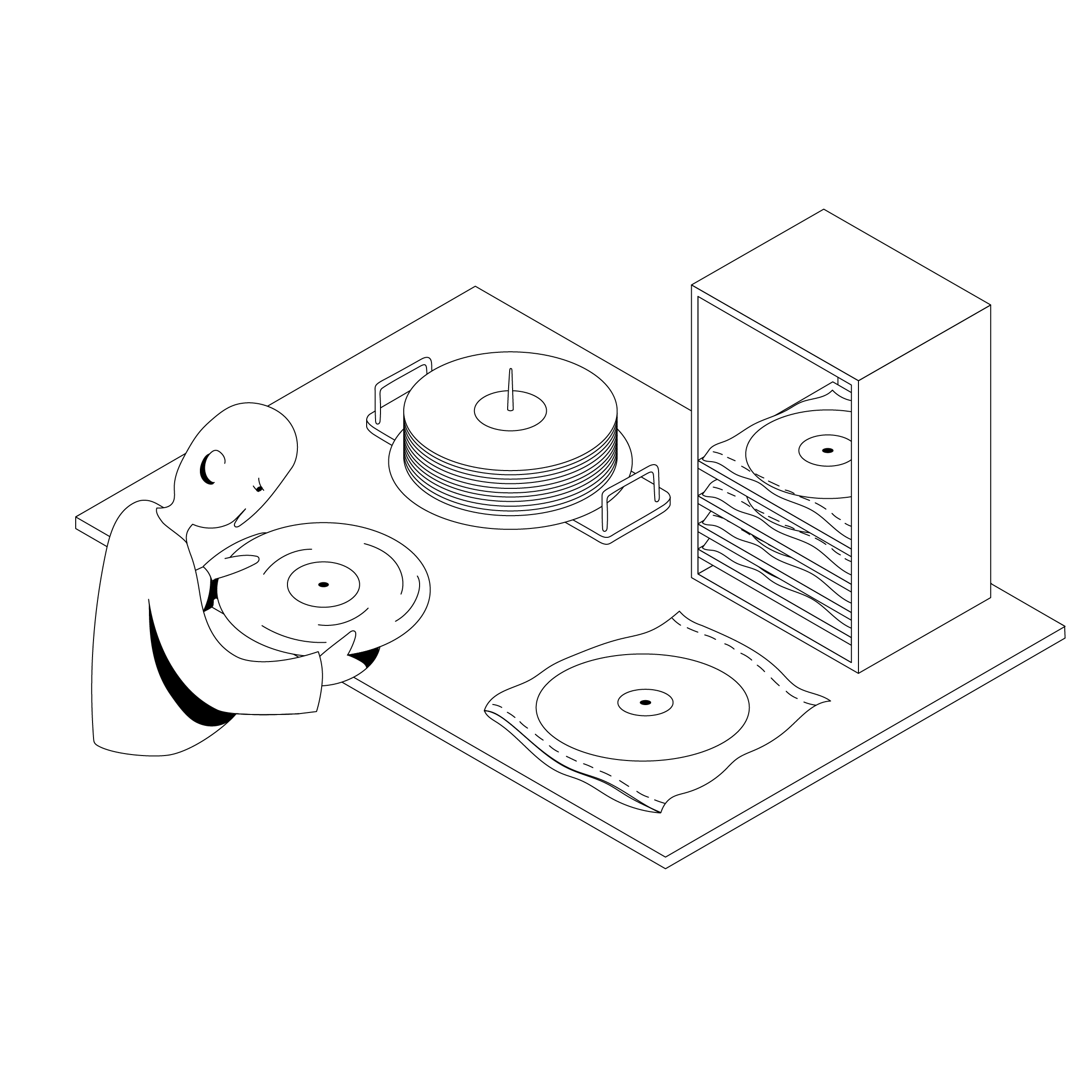
11. Avaliação Visual
12. Encapamento
13. Logística
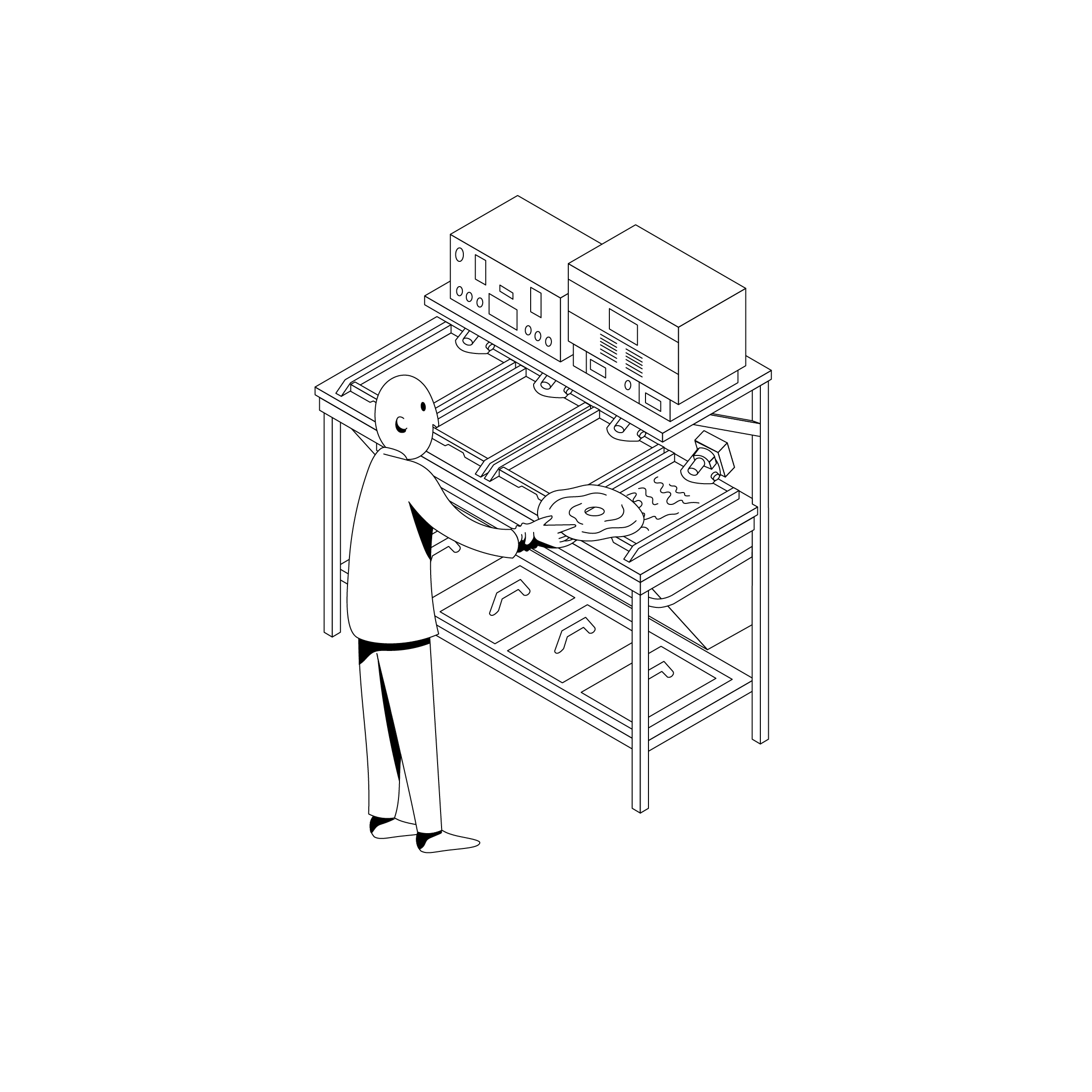
Tudo começa com o áudio sendo transformado em mídia física. Através de um torno mecânico especial, uma agulha realiza o corte das informações sonoras, em um disco base, feito de laca (lacquer), criando uma espiral de sulcos, sem emenda, terminando no fim do lado do disco.
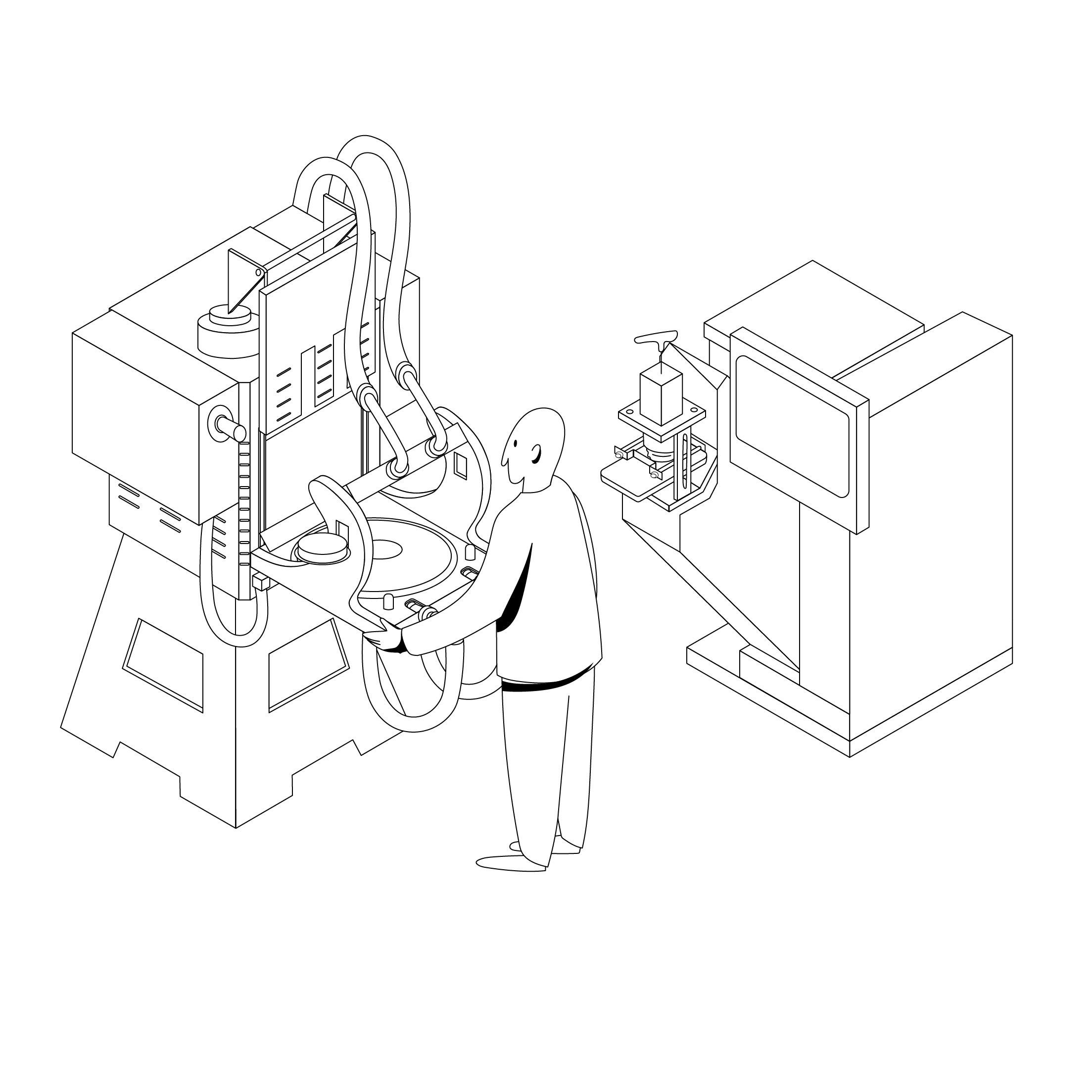
O próximo passo é transformar o lacquer em uma estampa (stamper), o que é feito através do processo de eletroformação, no qual uma camada de níquel é depositada sobre a superfície do disco base, criando uma nova peça, espelhada, que será utilizada no processo de estampagem do vinil.
Os stampers são responsáveis por replicar a informação contida no lacquer para o vinil. Por isso sua confecção, manuseio e instalação são muito delicados. Durante a prensagem é utilizado pelo menos um por lado do disco, instalado sobre o molde com a gramatura correspondente ao disco a ser prensado, 180, 140 ou 42g.
Os discos são feitos de um composto de policloreto de vinila, comumente chamado de vinil. Para tornar-los coloridos, adicionamos uma pequena quantidade de pigmento, de uma ou mais cores, ao composto.
O composto, em formato de grãos (pallets) é inserido na extrusora, onde será aquecido e moldado em uma pequena massa, comumente chamada de cake, que será utilizada para prensar o disco.
Os parâmetros de extrusão são as primeiras variáveis a serem acertadas no processo de prensagem. O cake deve ser aquecido na temperatura correta e ter o peso correto para a gramatura do disco a ser prensado.
Na prensa, o cake vai ser posicionado no molde, sobre o stamper e os rótulos. Esse molde se fecha e internamente recebe vapor, aquecendo o cake, que é comprimido, se moldando ao stamper. Após um ciclo de água resfriar o molde, a pressão é liberada e a prensagem finalizada.
Para nos certificarmos de que os sulcos estão corretamente preenchidos com material, é necessário que o cake seja mais pesado que o disco, existindo sempre material sendo expelido para fora do molde durante a prensagem. Esse excesso de material é removido em uma máquina chamada trimmer.
Por meio de audições completas ou parciais, o controle de qualidade de áudio, realizado por amostragem, valida a qualidade sonora da prensagem, evidenciando aos operadores os pontos que necessitam de ajustes para a melhoria do processo.
Após a remoção das aparas, o disco de vinil está pronto. Mas como o material ainda retém calor da prensagem, é necessário que ele descanse em bandejas até que esteja totalmente resfriado. Espaçadores são inseridos a cada 10 discos, e pesos são colocados sobre a bandeja para assegurar que os discos não irão empenar.
O disco recebe o primeiro controle de qualidade visual na prensa, e após descansar nas bandejas é avaliado novamente no dia seguinte, dessa vez de forma mais detalhada. Isso garante que os discos com defeitos visuais sejam descartados e só sigam no processo de produção os discos perfeitos.
Após passarem no controle de qualidade, os discos são enviados para o setor de empacotamento, onde serão inseridos na capa e receberão o restante do material gráfico. Um processo de qualidade em relação ao material gráfico é realizado nessa etapa, descartando o material defeituoso.
Após encapados os discos são encaixotados e enviados para o setor de logística onde aguardarão o seu destino final: o consumidor final, o proprietário de selo ou o lojista.